
Способы изготовления
Инструкция делит уплотнения для радиаторных секций на плоские по форме и объемные аналоги, необходимые для разных конструкций сопряжений.
- Уплотнители плоские делаются из материалов листовых (паронит, резина, кожа, пластик) вырубным способом с помощью штампов, штанцевых ножей. Используется и вырезка лазерами и круговыми ножами.
- Объемная прокладка для чугунного радиатора и аналогов из других металлов производится при помощи термо-формования из поливинилхлорида либо вулканизации из сырого силикона и резины.
Вырубка штампованием

Штамповочный станок.
Цена самих штампов высока — это сложные приспособления, которые состоят из многих элементов, сделанных очень точно. Помимо них для работы нужен пресс, на него штамп ставится.
Перед процессом изготовления учитываются габариты прокладки. Чем она больше, тем штамп массивней, а пресс мощнее.
Вырубание штанцевыми ножами
Данный метод похож на предыдущий, однако инструмент более прост и дешев. Процесс производства недорог и быстр. Но служат штанцы недолго, из-за этого способ оптимален для изготовления средних и мелких партий уплотнителей.
Статья в тему: Что такое конвектор: устройство, разновидности, советы по выбору
Вырезание круговыми ножами
- Данный метод используется для изготовления больших и только круглых прокладок.
- Тут нужно особое оснащение, оно сравнительно дешевое и имеет высокую производительность.
- Как режущие приспособления применяются стандартные лезвия.
- Перечисленные обстоятельства дают возможность производить уплотнители своими руками в любых количествах.
Резание лазерное
В данном случае нет нужды закупать специальный инструмент. На стандартных станках можно производить прокладки любой формы.
Данный метод мог бы стать одним из самых выгодных, кабы не один недостаток. Лазером можно без проблем резать далеко не все материалы. Единственный выход — существенно уменьшать скорость резания, это делает процесс более дорогим.
Термо-формовка

Термопласт-автомат.
Для данного метода нужен термопласт-автомат с пресс-формой для отливания изделий. Формовочный пресс достаточно дорог. Чтобы «отбить» его стоимость, производство термо-формированных уплотнителей должно быть крупносерийным, серийным либо массовым.
Для мелких партий технология целесообразна только тогда, когда прокладки другим способом произвести нельзя. Следует учесть, что данным методом можно производить лишь изделия из ПВХ.
Вулканизирование
Вулканизация продукции осуществляется на термо-прессах в особых пресс-формах. Подобные формы не так дороги, как аналоги для термопласт-автоматов. Это понижает себестоимость изделий.
Одновременно сама технология вулканизации продолжительна, что влияет на стоимость продукции. Однако другим способом качественные прокладки из силикона и резины получать нельзя.
Нюансы установки
Для того чтобы поставить прокладку под радиаторную пробку отопительного прибора, потребуется выполнить ряд операций.
Алгоритм установки прокладки на пробку батареи:
- Смазывают поверхности под уплотнитель и площадь пробки какой угодно нейтральной смазкой. Подходят силиконовая и солидоловаясмазка.
- Вставляют уплотнение на пробковую резьбу.
- Затягиваю уплотнитель гаечным ключом. Материал стягивается до тех пор, как скоро напряжение будет заметным, но не непреодолимым, иначе можно сорвать резьбу секции.
- Силикон стягивают до визуального выдавливания кромок.

Установленная прокладка на радиаторе Алгоритм установки межсекционной прокладки:
- Закрывают отопительный стояк, открывают воздушник и дренажный вентиль, чтобы слить всю воду из него.
- Устанавливают под нижнюю часть емкость для сбора жидкости.
- Отворачивают пробку на некоторое количество витков и дают стечь всей жидкости.
- Полностью отворачивают пробку, и высвобождают проход от грязевых отложений.
- Повторяют действие с верхним патрубком.
- Отмечают на радиаторном ключе интервал от кромки батареи до необходимого ниппеля.
- Вставляют ключ в произвольный коллектор и, прокручивая, продвигают его в батарею, чтобы зацепиться с необходимым ниппелем.
- Отворачивают на один кругооборот.
- Повторяют действие с ниппелем на другом коллекторе.
- Отворачивают ниппель, выполняя 1 кругооборот за раз попеременно. Перекос из-за неравномерного вращения заклинит либо, разорвет ниппель.
- Снимают последние секции.
- Надевают на ниппель свежий уплотнитель и наживляют ниппеля на 1 оборот резьбы.
- Устанавливают крайние секции, прижимают их к ниппелям и заворачивают крайние до крепкого соединения.
- Собирают нагревательное устройство в противоположном порядке.
Как совершенно очевидно, сборные процедуры по установке прокладок на секции батарей не выделяются сложностью и при надобности смогут быть исполнены начинающим мастером, потребуется только в точности выбрать изделие по геометрическим размерам, и использованному материалу и с осторожностью выполнить процесс установки. Данное изделие в широком ассортименте представлено в торговой сети во всех регионах страны, в том числе в городе Москве
После десятка лет службы чугунные батареи выглядят так, что хозяевам просто больно на них смотреть. Краска стирается и облезает, на местах ниппельных соединений появляется налет, иногда из-за износа межсекционных прокладок радиаторы подтекают. Владельцы начинают всерьез задумываться о замене приборов отопления. Но что покупать? Биметалл – дорого, алюминий и сталь прослужат гораздо меньше. Мысли снова возвращаются к чугунным радиаторам. Но они уже есть! Если найти время и силы для реставрации чугунных батарей, они будут выглядеть и работать не хуже новых. Так зачем платить больше?

Обновленная чугунная батареи прослужит еще десятки лет
Что делать при износе межсекционных прокладок радиаторов
Прокладки – слабое место в секционных батареях. Их задача – предотвращать вытекание теплоносителя из радиатора. Чаще всего стоят паронитовые прокладки, но в старых моделях – резиновые, иногда для герметичности стыки подмотывают паклей с краской. Когда материал изнашивается, появляются некрасивые ржавые потеки, из батареи может начать капать. Это не повод выбрасывать прибор отопления, ведь можно просто заменить прокладки. Для этого понадобятся силы, время, терпение и умение обращаться с инструментами. Финансовые затраты минимальны.
Выбор системы отопления для дома
Вопрос выбора системы отопления определён изначально. Можно, конечно же, поупражняться в красноречии о создании модных сегодня энергосберегающих систем, солнечных батарей, ветряных генераторов или ещё чего-то. Но если серьёзно говорить о создании своими руками работающей системы, дающей достаточно тепла для вашего дома, то нужно отбросить фантазии и приступить к работе.
Основной и самый доступный вид топлива — это газ, который и дешевле, и эффективнее остальных. Поэтому — если газ есть, нужно однозначно выбирать систему отопления, работающую на этом топливе. Если же его нет, тогда приходится думать о других вариантах.










По сути, все современные системы похожи друг на друга и отличаются только видом топлива, теплоносителем, способом укладки магистралей и типом подключения отопительных приборов. Ну и, конечно же, речь будет идти об автономной системе, не связанной с централизованными коммуникациями (городскими, от котельной и другими).
И ещё одна деталь. Нужно определиться, будете ли вы только обогревать помещения, или вам ещё потребуется горячее водоснабжение. В первом случае нужен одноконтурный котёл, во втором двухконтурный.
Рассмотрим автономную водяную систему обогрева с двухконтурным котлом, работающую на природном газе.
Что это такое
Секционные радиаторы взяли громаднейшее распространение, среди другого, благодаря возможности гибкой регулировки теплоотдачи прибора. В случае если его эффективность окажется недостаточной, неизменно возможно добавить еще пара секций, увеличив тепловую мощность. Ясно, что их цена несопоставима с затратами на новый конвектор либо панельный радиатор громадных размеров.
Ниппель для радиатора, фактически, и снабжает их соединение между собой. Он представляет собой маленькую трубку с противонаправленными резьбами, каковые в один момент вкручиваются в две смежные секции, притягивая их друг к другу. В он снабжен парой выступов для радиаторного ключа.
Диаметр резьбы ниппеля и коллекторов секций образовывает:
| Тип радиатора | Размер резьбы |
| Чугунный | ДУ32 (1 1/4 дюйма) |
| Алюминиевый, биметаллический | ДУ25 (1 дюйм) |
В качестве материалов при производстве ниппелей употребляются:
- Ковкий чугун;
- Сталь.
Монтаж и замена
Под пробкой
Как своими руками установить прокладку под радиаторную пробку алюминиевой батареи?
- Смажьте торец коллектора секции и плоскость пробки любой нейтральной смазкой. Подойдут силиконовая сантехническая смазка, солидол и даже жидкое мыло.
- Наденьте прокладку на резьбу пробки.
- Затяните пробку рожковым или разводным ключом. Паронит стягивается до момента, когда усилие станет заметным (но ни в коем случае не непреодолимым: вы рискуете сорвать трубную резьбу в коллекторе секции). Силикон стягивают до видимого выдавливания краев из-под пробки.
Межсекционная
Инструкция по устранению межсекционных течей несколько сложнее.
Схема сделает понятным способ соединения секций.
- Перекройте стояк отопления и выверните заглушки или откройте сбросники. При наличии вентилей на подводках к батарее просто перекройте их.
- Подставив под нижнюю глухую радиаторную пробку таз или другую емкость с низкими стенками, отверните пробку на несколько оборотов и дайте стечь остаткам воды. Отверните пробку полностью; при необходимости палочкой или любым другим подручным инструментом освободите нижний коллектор от грязи.
Внимание: на глухих пробках в большинстве случаев левая резьба; они откручиваются по часовой стрелке
- Повторите операцию с верхней пробкой.
- Отметьте на радиаторном ключе расстояние от края батареи до нужного вам ниппеля.
- Вставьте ключ в любой из коллекторов и, поворачивая, просуньте его в радиатор до зацепления с нужным ниппелем.
- Отверните на один оборот. Направление вращения — то же, что у пробки.
- Повторите операцию с ниппелем на втором коллекторе.
- Отверните ниппеля, совершая один оборот за раз поочередно. Перекос при неравномерном откручивании заклинит или порвет ниппель.
- Снимите крайние секции; наденьте на ниппеля новые прокладки и наживите ниппеля на одну нитку резьбы.
- Установите концевые секции, прижмите их к ниппелям и ключом заверните последние до надежного зацепления.
- Соберите отопительный прибор в обратном порядке.

Переборка чугунной батареи.
Независимый монтаж секций

Часто появляется необходимость добавить, либо заменить часть секций в батарее. Отметьте заблаговременно, какие конкретно сегменты подлежат замене и подготовьте инструменты.
Вам пригодится радиаторный ключ, и ниппеля и прокладки (полые элементы с левой либо правой двухсторонней резьбой).
- Разложите на ровной поверхности (лучше на полу) секции лицевой стороной в свою сторону.
- Высвободите от заглушек торцевые отверстия.
- Наденьте прокладку на часть ниппеля, где нет резьбы.
- Бережно вкрутите ниппель на два-три витка в коллектор.
- Легким нажимом совместите гайку с отверстием присоединяемого сегмента.
- При помощи ключа затяните ниппель. Разнонаправленная резьба стянет обе секции батареи. При верном стягивании прокладка надежно сожмется в стыке до нужного предела.

- Нижнюю и верхнюю гайки необходимо закручивать на однообразное число витков по очереди. Тогда вы избежите перекосов.
- До монтажа радиатора в отопительную систему удостоверьтесь в надежности герметичность стыков, пропустив воду из шланга в радиатор. Стыки должны быть сухими.
Верная установка прокладок промышленного изготовления избавит вас от неприятных моментов с потекшими батареями. Своевременная замена уплотнителей продлит срок работы отопительной системы.
Все секреты раскроет видео в данной статье, где вы отыщете подборку нужных советов.
Как промыть алюминиевый обогреватель?
Промывка отопительного прибора проводится с целью удаления известковых отложений с внутренней поверхности радиатора либо для профилактики их образования.
Рассмотрим, как промыть алюминиевый радиатор отопления эффективно. Существует несколько способов промывки. Выбор того либо иного метода зависит от количества отложений.Чаще всего применяют химические средства, содержащие кислоты и щелочи. Но при выборе такого средства надо быть крайне внимательным. Поскольку некоторые вещества могут оказывать негативное влияние и на материал батареи. Преимуществом такого метода является то, что отопительную систему не нужно разбирать. Существует и гидродинамический способ промывки батареи. Суть заключается в том, что накипь удаляется тонкой струей воды. Подается вода под определенным давлением при помощи специальных насадок.









Для промывки отопительной системы лучше обращаться к специалисту. Он выберет самый подходящий способ и проведет процедуру грамотно и эффективно.
Виды прокладок и что лучше использовать
Кроме традиционных резиновых, существуют другие виды уплотнителей с разными положительными качествами, которые обусловливают их применение в различных областях, в водопроводных системах в том числе.
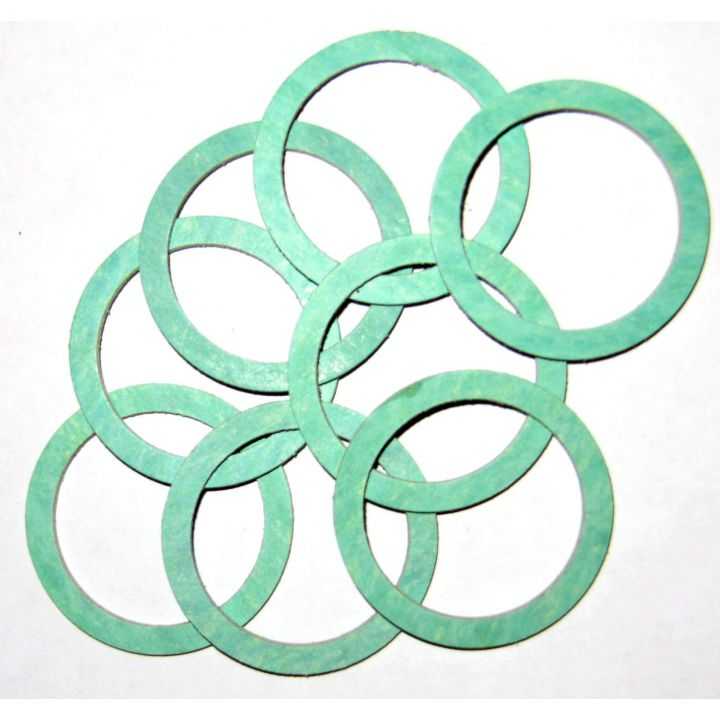
Паронитовые

Особо прочные прокладки на каучуке и асбесте, выдерживают до 200°С — это позволяет использовать их в водопроводных тепломагистралях с любыми температурами.
Продаётся два вида прокладок из паронита:
- армированные — применяются в контурах с давлением до 60 бар;
- неармированные — выдерживают давление до 40 бар, создают прочное и долговечное соединение; находят применение в быту — для герметизации смесителей и душа.
Важно! Использование этого материала в жилых помещениях стоит под вопросом по причине высокой вероятности возникновения у людей онкологических заболеваний из-за канцерогенов, содержащихся в асбесте
Фторопластовые
Редкий вид прокладок — в продаже их встретить непросто. По качеству их сложно сравнить с другими, к тому же они химически инертны.
Основной сферой их применения являются объекты нефтяной, химической и пищевой промышленности.
Бытовому применению препятствует не только отсутствие деталей из этого материала в свободной продаже, но и их высокая цена. Целесообразным считается применение для герметизации труб и радиаторов из алюминия — в остальных случаях второпластовые прокладки покажутся слишком дорогим решением проблемы.

Чем хорош фторопласт:
- долговечен;
- экологичен;
- эластичен — создаёт прочные соединения, что обуславливает его применение в водопроводных системах с давлением до 150 бар и температурой до 150°С;
- устойчив к агрессивной среде;
- негорюч;
- имеет низкий коэффициент трения — это даёт возможность использовать его в качестве покрытия или герметизации трущихся поверхностей наравне с металлографитом.
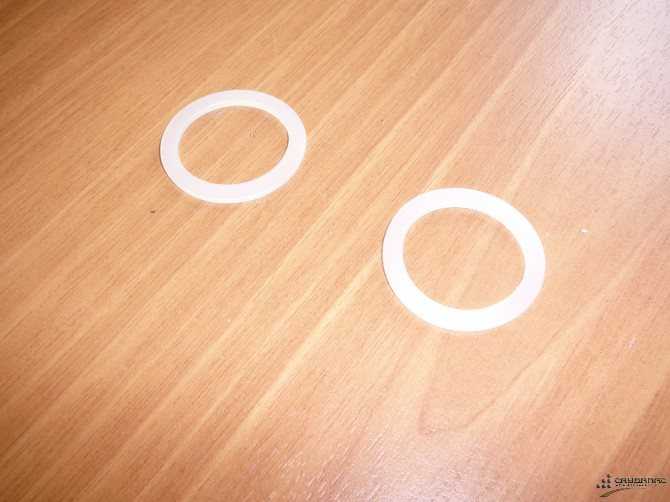
Силиконовые
По основным качествам силиконовые прокладки похожи на резиновые, но есть несколько отличий:
- высокая стоимость (по сравнению с резиной);
- эластичность;
- универсальность;
- не выделяют никаких веществ при нагревании;
- не пахнут.
При покупке важно внимательно отнестись к выбору: нередко под видом силикона продаются дешёвые поливинилхлоридные изделия. Проверяется качество материала только одним способом — поджиганием прокладки
Дешёвый заменитель начнёт гореть с чёрным дымом. Это может выглядеть экстравагантно, но без проверки начнутся проблемы — после установки прокладок на полотенцесушитель соединения будут пропускать воду
Проверяется качество материала только одним способом — поджиганием прокладки. Дешёвый заменитель начнёт гореть с чёрным дымом. Это может выглядеть экстравагантно, но без проверки начнутся проблемы — после установки прокладок на полотенцесушитель соединения будут пропускать воду.
Силиконовые уплотнители применяются в водопроводных контурах с температурой до 350°С, давлением до 500 бар.

Фото 1. Пример некоторых видов силиконовых прокладок, которые могут использоваться для установки полотенцесушителей.
Меняют их не реже, чем раз в 11 месяцев, в закрытых системах — раз в 7–8 месяцев.
Особенности батарей
При всей своей привлекательности этот тип обогревателей пользуется наименьшим спросом у потребителей из-за бытующего мнения, что срок службы алюминиевых радиаторов короткий, а недостатков и «претензий» у них много.
Это не совсем так. Батареи отопления из алюминия обладают рядом привлекательных черт, которые завоевали сердца многих клиентов.
Среди них:
- Они способны выдерживать перепады давления до 20 атмосфер и выше. Если предполагается их установка в доме с централизованным отоплением, то следует тщательно изучить работающую систему и при выборе радиаторов ознакомиться с их техническими характеристиками, указанными в техпаспорте.
- Алюминиевые радиаторы мало весят, поэтому их легко как перевозить, так и устанавливать.
- Их устройство настолько простое, что при необходимости позволяет произвести ремонт алюминиевых радиаторов отопления своими руками при наличии необходимых инструментов.
- Высокая теплоотдача обеспечивает быстрый нагрев помещения при экономии энергоресурсов.
- Маленький объем теплоносителя дает практически мгновенный нагрев всей площади радиатора.
- Алюминиевые радиаторы имеют стильный дизайн и прекрасно вписываются в любую обстановку.
Такое количество преимуществ способно сделать их лидерами продаж на рынке отопительных систем, если бы не то обстоятельство, что лучше всего они себя «чувствуют» в индивидуальных отопительных системах.
Это связано с тем, что алюминий подвержен коррозии при долгом отсутствии теплоносителя (как известно, в централизованных системах его сливают в теплое время года) и его чистоте и щелочном балансе.
Если при автономном обогреве за качеством носителя можно проследить и оставить его в системе, то в многоквартирном доме в условиях центрального отопления это сделать очень сложно.
Если алюминиевые батареи установлены правильно и эксплуатируются в необходимых для них условиях, то их срок службы значительно превышает гарантию (10 лет) от производителя. Ремонт алюминиевой батареи отопления так же не составит большого труда, как и наращивание дополнительных секций.








Герметизация
Чем обеспечивается герметичность межсекционных соединений?
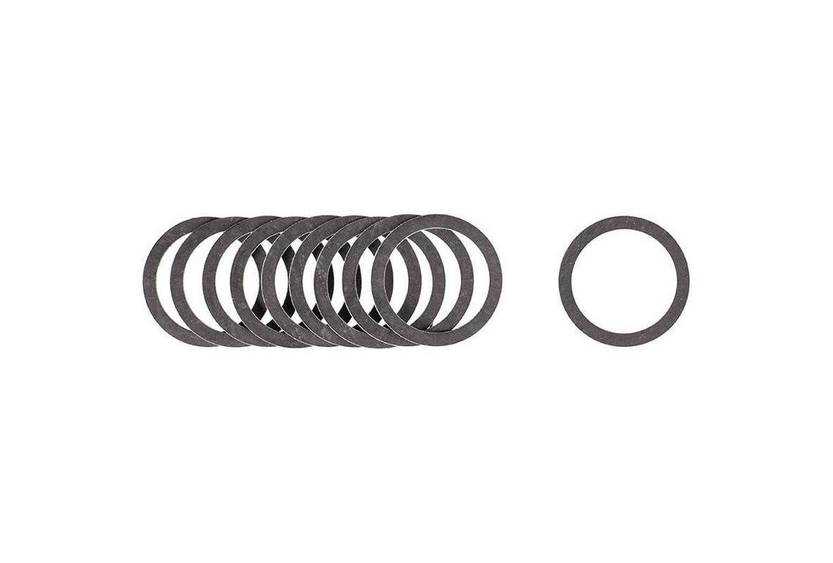
- Вплоть до середины 20 века для данной цели употреблялся сантехнический лен со свинцовым суриком. Краска предотвращала выгорание натурального волокна при больших температурах и загнивание при увлажнении. Подмотка укладывалась около ниппеля плотным пучком и надежно стягивалась при соединении секций.
- Следующие пара десятилетий при заводской сборке чугунных отопительных устройств употреблялись прокладки из паронита (твёрдой термостойкой резины). Солидный ресурс этого материала сочетается с низкой эластичностью, требующий громадного усилия стягивания.
Способы изготовления
Инструкция делит уплотнения для радиаторных секций на плоские по форме и объемные аналоги, необходимые для разных конструкций сопряжений.
- Уплотнители плоские делаются из материалов листовых (паронит, резина, кожа, пластик) вырубным способом с помощью штампов, штанцевых ножей. Используется и вырезка лазерами и круговыми ножами.
- Объемная прокладка для чугунного радиатора и аналогов из других металлов производится при помощи термо-формования из поливинилхлорида либо вулканизации из сырого силикона и резины.
Вырубка штампованием

Штамповочный станок.
Цена самих штампов высока — это сложные приспособления, которые состоят из многих элементов, сделанных очень точно. Помимо них для работы нужен пресс, на него штамп ставится.
Перед процессом изготовления учитываются габариты прокладки. Чем она больше, тем штамп массивней, а пресс мощнее.
Вырубание штанцевыми ножами
Данный метод похож на предыдущий, однако инструмент более прост и дешев. Процесс производства недорог и быстр. Но служат штанцы недолго, из-за этого способ оптимален для изготовления средних и мелких партий уплотнителей.
Статья в тему: Что такое конвектор: устройство, разновидности, советы по выбору
Вырезание круговыми ножами
- Данный метод используется для изготовления больших и только круглых прокладок.
- Тут нужно особое оснащение, оно сравнительно дешевое и имеет высокую производительность.
- Как режущие приспособления применяются стандартные лезвия.
- Перечисленные обстоятельства дают возможность производить уплотнители своими руками в любых количествах.
Резание лазерное
В данном случае нет нужды закупать специальный инструмент. На стандартных станках можно производить прокладки любой формы.
Данный метод мог бы стать одним из самых выгодных, кабы не один недостаток. Лазером можно без проблем резать далеко не все материалы. Единственный выход — существенно уменьшать скорость резания, это делает процесс более дорогим.
Термо-формовка

Термопласт-автомат.
Для данного метода нужен термопласт-автомат с пресс-формой для отливания изделий. Формовочный пресс достаточно дорог. Чтобы «отбить» его стоимость, производство термо-формированных уплотнителей должно быть крупносерийным, серийным либо массовым.
Для мелких партий технология целесообразна только тогда, когда прокладки другим способом произвести нельзя. Следует учесть, что данным методом можно производить лишь изделия из ПВХ.
Вулканизирование
Вулканизация продукции осуществляется на термо-прессах в особых пресс-формах. Подобные формы не так дороги, как аналоги для термопласт-автоматов. Это понижает себестоимость изделий.
Одновременно сама технология вулканизации продолжительна, что влияет на стоимость продукции. Однако другим способом качественные прокладки из силикона и резины получать нельзя.
Какая прокладка для радиатора отопления лучше – виды и способы изготовления

Для герметичного и качественного соединения секций радиатора отопления применяют специальные уплотнительные прокладки. Они позволяют существенно продлить срок службы радиаторов и избежать утечки теплоносителя из отопительного контура. О том, какие бывают прокладки для батарей отопления, и пойдет речь далее в материале.
Вырубка заготовок методом штампования
В процессе работы используются специальные штампы, то есть особые приспособления, точно подогнанные под нужный размер и состоящие из нескольких элементов. Кроме того, для вырубки заготовок используется пресс, на который устанавливают штамп.
Перед началом производства необходимо учесть размеры будущих прокладок – для больших изделий понадобится более массивный штамп и мощный пресс.
Стоит отметить, что подобный метод изготовления уплотнительных прокладок считается дешевым и высокопроизводительным. В связи с этим, он используется для массового производства.
Применение штанцевых ножей
Принцип действия данного метода похож на вырубку штампом, однако в данном случае применяется более простой и не дорогостоящий инструмент. Производство уплотнителей таким способом является незатратным и достаточно быстрым. Однако штанцы достаточно недолговечны, поэтому данная методика применяется для производства небольших и средних партий прокладок.
Резка круговыми ножами
Таким способом можно изготавливать только круглые уплотнители больших размеров. В процессе работы понадобится довольно дешевое и высокопроизводительное оборудование. Резка осуществляется стандартными лезвиями. Поэтому производство прокладок данного типа можно выполнять самостоятельно и в любом объеме. Зачастую причиной протечек радиаторов является испорченная прокладка
И если вы не знаете, что делать если потекла батарея отопления, в первую очередь стоит обратить внимание именно на прокладки.
Лазерная резка
При наличии программного обеспечения, с помощью стандартных лазерных станков, можно изготавливать уплотнительные прокладки любой формы и размера.
Тем не менее, у метода есть один небольшой недостаток – далеко не все материалы лазер способен легко разрезать. Чтобы справиться с более плотными материалами, необходимо снижать скорость резки, что существенно увеличивает производственные затраты.










Термическое формование
В данном случае понадобится термопластавтомат с пресс-формой для отливки продукции. Стоимость формовочного пресса довольно высока, поэтому чтобы сделать производство экономически целесообразным, изготовление прокладок данным способом должно быть крупносерийным или даже массовым.
Производство изделий мелкими партиями с применением данной технологии актуально, только если никаким другим способом изготовить их нельзя. Примечательно, что термоформированием производят только уплотнители из ПВХ.
Вулканизация
Для проведения вулканизации применяются специальные формы и термопресс. Примечательно, что данная разновидность пресс-форм намного дешевле, чем используемые в термопластавтоматах аналоги. Это существенно влияет на себестоимость продукции.
В то же время, процесс вулканизации занимает довольно длительное время, что также сказывается на цене готового изделия. Но долговечные резиновые или силиконовые изделия можно изготовить только так.
В завершение
Таким образом, межсекционные уплотнительные прокладки на радиаторах различных видов обеспечивают их долговечность и эффективную эксплуатацию. В процессе подбора прокладки необходимо учитывать ее разновидность и область применения.
Замена прокладки
Когда установлена причина и место протекания, можно приступать к работе по устранению неисправности.
Замена прокладки полотенцесушителя начинается с отключения воды. Ослаблять гайки на соединениях, не перекрыв подачу воды в квартиру и не сбросив давление, опасно. Можно получить серьезные ожоги кипятком.
Запорные вентили подачи воды находятся, как правило, рядом с водосчетчиками.
После того как подача воды прекращена, осторожно ослабляются гайки, соединяющие полотенцесушитель с подводкой. Нужно подождать, пока из него не сольется вода
После того как вода перестала течь, гайки откручиваются полностью и сушитель снимается с кронштейнов.
Затем с него откручивается фитинг, и после осмотра можно приступать к замене поврежденных резиновых прокладок и резьбовых уплотнений.
Для извлечения вкладыша из «американки» используется специальный ключ-шестигранник.
После замены всех уплотнений полотенцесушитель в обратном порядке ставится на кронштейны и подсоединяется к воде.
В качестве подмотки на резьбе вкладыша лучше использовать лен в сочетании с герметичной пастой.
Совет бывалых сантехников: для более простого соединения с водопроводной трубой лучше использовать фитинги итальянской фирмы FAR.
При установке и монтаже можно обходиться без «американок». Этот способ показан в видеоролике.
Другой способ — это прямое подключение к стояку. В этом случае потребуется только прямой фитинг. Но планировка и расположение подводки не всегда позволяют это сделать.
Этот вариант намного проще и быстрее. Выглядит это вот так.
Грамотный выбор уплотнителей
Для монтажа батарей в частном доме либо квартире эксперты рекомендуют покупать силиконовые либо паронитовые уплотнители. Нежелательно изготавливать прокладки своими руками, тем более из подручных материалов.









Это может привести к скорой разгерметизации стыков. Израсходуйте мизерную сумму на готовую продукцию, тем более что цена точно не ударит по кошельку.
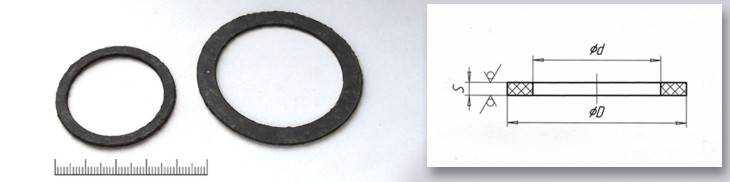
Изделия имеют определенные размеры. Это и толщина, и диаметр круга внешнего и внутреннего. Проследите за совпадением выходных отверстий и диаметров колец труб.
Обратите внимание! Уплотнитель «с запасом», у которого края через чур очень сильно выступают, в недалеком будущем придет в негодность. Исходя из этого берите строго по размеру
Толщина вставок для чугунных батарей образовывает 1.5-2 мм, для биметаллических и алюминиевых – от 1 до 2 мм.
Чугун ПРОБКА (Футорка) РАДИАТОР
Футорка чугунная
Техническая документация:Скачать каталог Фитинги ЧУГУННЫЕ Fittex— по запросу.Описание подробно:
Характеристики материала Чугун:
Уникальность ковкого чугуна представлена вмарке сплава КЧЗOбф, добавлением определенных компонентов для увеличения срока служба изделия.Изделия — американки чугунные прямые угловые и комбинированные, заглушки чугунные, контргайки чугунные, крестовины чугунные, муфты переходные, ниппеля, отводы, тройники и чугунные футорки.
Характеристики материала Сталь:
Сплав стали выбран аналог Российской Ст45 но с помощью дополнительных компонентов было достигнуто — увеличение пластичности, устойчивость к деформация, спектральный анализ показа, строение кристаллической решётки при длительной эксплуатации в агрессивных средах не менял конфигурации, с последующем увеличение анти коррозийных свойств (отсутствием накипи).Изделия — Бочата, Футорка ЧУГУННАЯ , контргайки стальные, Резьбы стальные
Основная конфигурации фитингов чугунных:
Все представленные чугунные фитинги сделаны под Российским стандарт резьбы и соответствуют по ГОСТУ высоте и числу витков трубной (резьба G — трубная, цилиндрическая), резьба выполнена как наружная (Папа, Штуцер) или внутренняя (Мама, гайка), нарезание резьбы производится на высоко производительных станках.
Терма статические свойства:
При формирование технологической карты чугунных фитингов были заложены нагрузка на детали до 100кг/см, нахождения деталей в агрессивной среде с повышены кислотной и кислородной составляющей, температура испытания была выбрана 110 градусов по Цельсию — Все испытания прошли успешно.
Контроль качества, отбраковка чугунных отливок и трубных фитингов :
Для каждой детали был выбран вес путем измерения и расчетов отдела, аналога ОТК, для увеличения производительности и уменьшения человеческого фактора, в конвейер были вставлены элементы для электронного считывания параметров чугунного фитинга — что привело к дополнительному повешению качества чугунных фитингов, с последующим уменьшением брака (1 — 1,5%), для сравнения самый ближайший к нам конкурент дает на партию 10000шт (5-9% брака).
*если Вы видите неточность, просьба написать в письме.



